در اینجا، تولید کنندگان تخته سه لا چین به شما یادآوری می کنند که هنگام خرید تخته سه لا، پیدا کردن سازنده منبع برای انتخاب حرفه ای تر، ایمن و اقتصادی تر ضروری است.
تخته سه لا چیست
تخته سه لایکی از همه کاره ترین و شناخته شده ترین محصولات پانل مهندسی مبتنی بر چوب است که در پروژه های مختلف ساختمانی در سراسر جهان مورد استفاده قرار می گیرد. با اتصال رزین و ورق های روکش چوب برای تشکیل یک ماده کامپوزیت فروخته شده در پانل ها ایجاد می شود. به طور معمول، ویژگی های تخته سه لا، روکش های صورت با درجه بالاتر از روکش های اصلی است. وظیفه اصلی لایههای هسته افزایش جدایی بین لایههای بیرونی است که در آن تنشهای خمشی بالاترین است و در نتیجه مقاومت در برابر نیروهای خمشی را افزایش میدهد. این باعث می شود تخته سه لا انتخابی عالی برای کاربردهایی باشد که هم به استحکام و هم به انعطاف پذیری نیاز دارند.

مقدمه ای بر فرآیندهای تولید
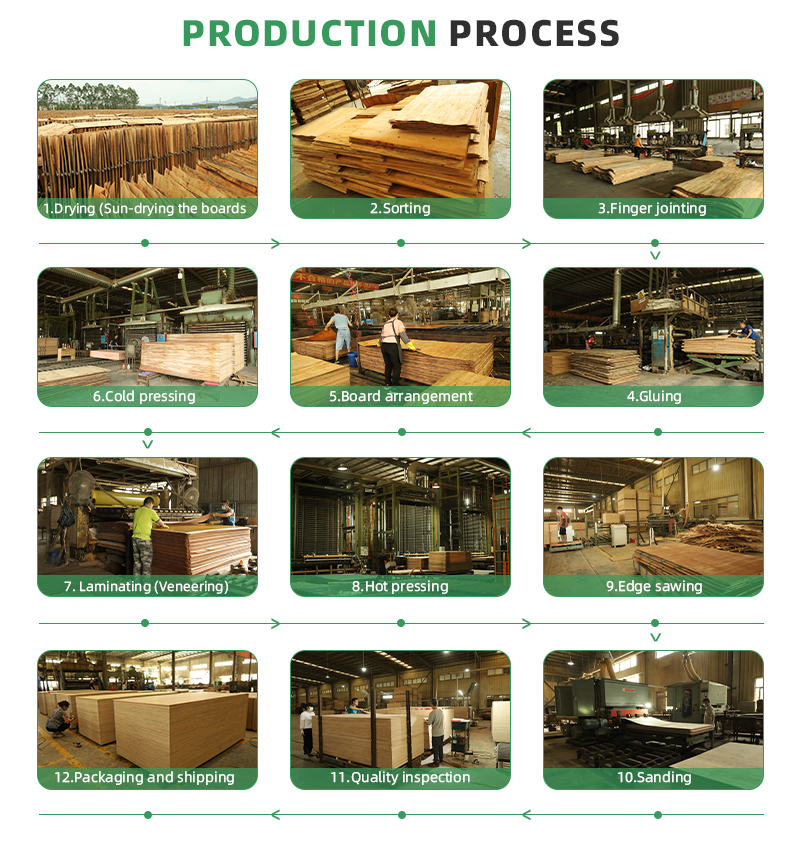
تخته سه لا که معمولاً به عنوان تخته چند لایه، تخته روکش یا تخته هسته شناخته می شود، با برش روکش ها از قطعات چوب و سپس چسباندن و فشار دادن گرم آنها به سه یا بیشتر (تعداد فرد) لایه تخته ساخته می شود. فرآیند تولید تخته سه لا شامل:
برش، پوست کندن و برش چوب؛ خشک کردن خودکار؛ اتصال کامل؛ مونتاژ چسب و بیلت؛ پرس سرد و تعمیر؛ پرس و پخت داغ؛ اره کردن، خراشیدن و سنباده زدن؛ سه بار پرس، سه بار تعمیر، سه بار اره و سه بار سنباده. پر کردن؛ بازرسی محصول نهایی؛ بسته بندی و ذخیره سازی؛ حمل و نقل
برش و لایه برداری چوب
لایه برداری مهمترین حلقه در فرآیند تولید تخته سه لا است و کیفیت روکش لایه برداری شده مستقیماً بر کیفیت تخته سه لا تمام شده تأثیر می گذارد. کنده های با قطر بیش از 7 سانتی متر، مانند اکالیپتوس و کاج متفرقه، بریده شده، پوست کنده می شوند و سپس به روکش هایی با ضخامت کمتر از 3 میلی متر بریده می شوند. روکش های پوست کنده یکنواختی ضخامت خوبی دارند، مستعد نفوذ چسب نیستند و دارای طرح های شعاعی زیبایی هستند.
خشک کردن خودکار
فرآیند خشک کردن به شکل تخته سه لا مربوط می شود. روکش های پوست کنده باید به موقع خشک شوند تا اطمینان حاصل شود که رطوبت آنها به نیازهای تولید تخته سه لا می رسد. پس از فرآیند خشک کردن خودکار، میزان رطوبت روکش ها زیر 16٪ کنترل می شود، تاب خوردگی تخته کوچک است، تغییر شکل یا لایه لایه شدن آسان نیست، و عملکرد پردازش روکش ها عالی است. در مقایسه با روش خشک کردن طبیعی سنتی، فرآیند خشک کردن خودکار تحت تأثیر آب و هوا قرار نمی گیرد، زمان خشک کردن کوتاه است، ظرفیت خشک کردن روزانه قوی است، راندمان خشک کردن بالاتر است، سرعت بیشتر است و اثر بهتر است.
-Drying-Sun-drying-the-boards.jpg)
اتصال کامل، چسباندن و مونتاژ بیلت
روش اتصال و چسب مورد استفاده، پایداری و سازگاری با محیط زیست تخته سه لا را تعیین می کند، که همچنین بیشترین نگرانی را برای مصرف کنندگان دارد. جدیدترین روش اسپلایسینگ در صنعت، روش اسپلایسینگ کامل و ساختار اسپلایسینگ دندانه دار می باشد. روکش های خشک شده و پوست کنده به یک تخته کامل بزرگ متصل می شوند تا از خاصیت ارتجاعی و چقرمگی روکش ها اطمینان حاصل شود. پس از فرآیند چسباندن، روکش ها به صورت متقاطع بر اساس جهت دانه های چوب چیده می شوند تا به شکل بیلت شکل بگیرند.

پرس سرد و تعمیر
پرس سرد که به عنوان پیش پرس نیز شناخته می شود، برای چسباندن روکش ها به یکدیگر استفاده می شود و از عیوب مانند جابجایی روکش و انباشته شدن تخته هسته در طول فرآیند جابجایی و جابجایی جلوگیری می کند و همچنین سیالیت چسب را افزایش می دهد تا کار را تسهیل کند. تشکیل یک لایه چسب خوب روی سطح روکش ها، که از پدیده کمبود چسب و چسب خشک جلوگیری می کند. بیلت به دستگاه پیش پرس منتقل می شود و پس از 50 دقیقه پرس سرد سریع، تخته هسته ساخته می شود.
تعمیر بیلت تخته یک فرآیند تکمیلی قبل از پرس گرم است. کارگران لایه سطحی تخته مرکزی را لایه به لایه تعمیر می کنند تا از صاف و زیبا بودن سطح آن اطمینان حاصل کنند.

پرس داغ و پخت
دستگاه پرس گرم یکی از مهمترین تجهیزات در فرآیند تولید تخته سه لا می باشد. پرس گرم می تواند به طور موثری از مشکلات تشکیل حباب و لایه برداری موضعی در تخته سه لا جلوگیری کند. پس از پرس گرم، بیلت باید حدود 15 دقیقه خنک شود تا از پایداری ساختار محصول، استحکام بالا و جلوگیری از تغییر شکل تاب برداشته شود. این فرآیند همان چیزی است که ما آن را دوره "درمان" می نامیم.

اره کردن، خراشیدن و سنباده زدن
پس از دوره پخت، بیلت به دستگاه اره فرستاده می شود تا به مشخصات و اندازه های مربوطه، موازی و مرتب بریده شود. سپس، سطح تخته خراشیده، خشک و سنباده می شود تا از صافی کلی، بافت شفاف و براق بودن سطح تخته اطمینان حاصل شود. تاکنون دور اول 14 فرآیند تولیدی فرآیند تولید تخته سه لا به پایان رسیده است.
سه بار پرس، سه بار تعمیر، سه بار اره و سه بار سنباده
یک تخته سه لا با کیفیت بالا باید چندین فرآیند پرداخت خوب را طی کند. پس از سنباده اول، تخته سه لا تحت لایه بندی دوم، پرس سرد، تعمیر، پرس گرم، اره کردن، تراشیدن، خشک کردن، سنباده زدن و تراشیدن نقطه ای قرار می گیرد که در مجموع 9 فرآیند در دور دوم انجام می شود.
در نهایت، شمش با سطح چوبی نفیس و زیبا، سطح چوب ماهون چسبانده می شود و هر تخته سه لا نیز سومین فرآیند پرس سرد، تعمیر، پرس گرم، خراش، سنباده، اره و 9 فرآیند دیگر را طی می کند. در مجموع "سه پرس، سه تعمیر، سه اره، سه سنباده" 32 فرآیند تولید، سطح تخته ای صاف، از نظر ساختاری پایدار، دارای مقدار کمی تغییر شکل و زیبا و بادوام تولید می شود.

پر کردن، مرتب سازی محصول نهایی
تخته سه لا تشکیل شده پس از بررسی نهایی بررسی و پر می شود و سپس مرتب می شود. از طریق آزمایش علمی ضخامت، طول، عرض، میزان رطوبت، و کیفیت سطح و سایر استانداردها، برای اطمینان از اینکه هر تخته سه لا تولید شده از کیفیت واجد شرایط و پایدار برخوردار است و بهترین عملکرد فیزیکی و پردازشی را دارد.

بسته بندی و ذخیره سازی
پس از انتخاب محصول نهایی، کارگران تخته سه لا را در انبار بسته بندی می کنند تا از آفتاب و باران در امان بمانند.

الوار تونگلی
تخته سه لا برای چه مواردی استفاده می شود؟
تخته سه لا یک نوع تخته متداول است که در صنایع مختلف مورد استفاده قرار می گیرد. دسته بندی می شوندتخته سه لا معمولیوتخته سه لا مخصوص.
کاربردهای اصلی ازتخته سه لا مخصوصبه شرح زیر می باشند:
1. درجه یک برای تزئینات معماری با کیفیت بالا، مبلمان متوسط به بالا، و روکش برای وسایل برقی مختلف مناسب است.
2. درجه دو برای مبلمان، ساخت و ساز عمومی، وسایل نقلیه و تزئینات کشتی مناسب است.
3. درجه سه برای نوسازی ساختمان های ارزان قیمت و مواد بسته بندی مناسب است. درجه ویژه برای تزئینات معماری با کیفیت بالا، مبلمان پیشرفته و سایر محصولات با شرایط خاص مناسب است
تخته سه لا معمولیبر اساس عیوب قابل مشاهده مواد و عیوب پردازش روی تخته سه لا پس از پردازش به کلاس I، کلاس II و کلاس III طبقه بندی می شود.
1. تخته سه لا کلاس I: تخته سه لا مقاوم در برابر آب و هوا، که بادوام است و می تواند در برابر جوش یا بخار مقاومت کند، مناسب برای استفاده در فضای باز.
2. تخته سه لا کلاس II: تخته چندلای مقاوم در برابر آب، که می توان آن را در آب سرد خیس کرد یا در معرض خیساندن کوتاه مدت آب گرم قرار داد، اما برای جوشاندن مناسب نیست.
3. تخته سه لا کلاس III: تخته سه لا مقاوم در برابر رطوبت، قادر به مقاومت در برابر خیساندن آب سرد کوتاه مدت، مناسب برای استفاده در فضای داخلی.

زمان ارسال: ژوئیه-08-2024






